-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







(1.宿遷學院,江蘇宿遷223800;2.南陽職業學院智能制造技術學院,河南南陽474500)
摘 要:為滿足汽車C柱上飾板對外觀質感、裝配精度及輕量化的生產要求,本文基于低壓注塑包覆成型工藝,設計開發了1模2腔閥式熱流道倒裝模具。通過UG軟件構建產品三維模型,系統開展結構、成型及材料工藝性分析,確定選用質量分數20%滑石粉填充改性聚丙烯作為注塑基體材料,聚氯乙烯人造革復合面料作為表面包覆材料,兼顧產品結構強度、輕量化需求與外觀觸感性能。模具設計融入多項創新方案:采用延拓式分型面,規避面料刺穿風險;設計“4點順序閥式熱流道+冷流道澆口”的倒裝澆注系統,從型芯側進膠以避免產品外觀包覆面縮痕;配置掛布針與壓布塊組合式面料壓邊定位機構,保障包覆面料的精準定位與結構完整性。同時,采用整體式成型零部件結構提升注塑精度,搭配“油缸+滑塊”與“斜頂桿+斜頂塊”組合側向抽芯機構來適配復雜結構的成型,設計差異化對稱水路冷卻系統確保溫度場均勻性,完成模具整體裝配設計并闡明其工作原理。借助Moldflow軟件開展CAE模流分析,通過雙層面網格劃分與“充填-保壓-翹曲”注塑過程模擬,驗證澆注系統與工藝參數的合理性。結果表明,塑件充填均勻,無短射遲滯現象,溫度場穩定,最大注射壓力為56.47MPa(低于工藝上限60MPa),最大翹曲變形量控制在±3.5mm設計范圍內,各項關鍵指標均滿足技術要求,為同類汽車內飾件的低壓注塑包覆模具設計、成型過程模擬及試模參數優化提供了科學依據與工程借鑒。
關鍵詞:汽車C柱上飾板;模流分析;低壓注塑包覆成型工藝;倒裝模具設計;延拓式分型面
隨著汽車行業的不斷發展和消費者需求的升級,人們對汽車內飾件審美、舒適度及功能性的要求日益提升。作為汽車內飾件的重要組成部分,C柱飾板在提升美觀與實用性方面起到了關鍵作用[1-2]。
汽車內飾件制造中常用的塑料成型工藝包括傳統注塑、氣輔成型、低壓注塑包覆成型以及微發泡成型等。其中,低壓注塑包覆成型技術因其在控制生產成本、保障產品使用性能與結構強度方面的優勢,同時能夠提升內飾的外觀質感和乘坐舒適性,目前已廣泛應用于汽車內飾件的生產過程中[3]。
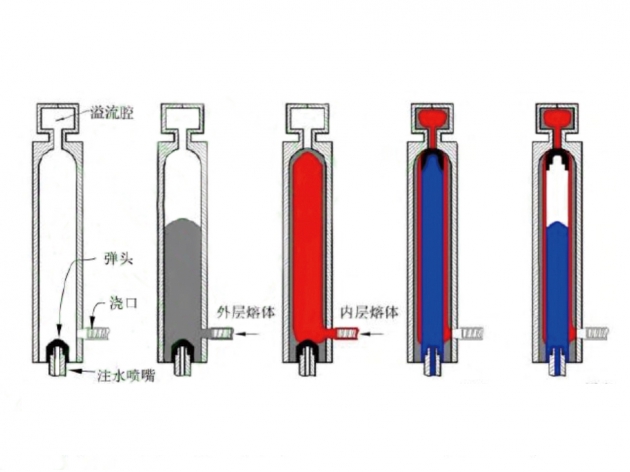
低壓注塑包覆成型工藝的基本原理是將表面覆蓋材料[如聚氯乙烯(PVC)、無紡布等]固定在模具型腔側的面料壓邊定位機構上,在合模后利用注塑機以較低的注射壓力(≤60MPa)將熔融塑料注入型腔,從而實現面料與塑料基體在模內一體成型[4-6]。低壓注塑包覆成型工藝過程如圖1所示,整個工藝過程主要分為以下4個階段。
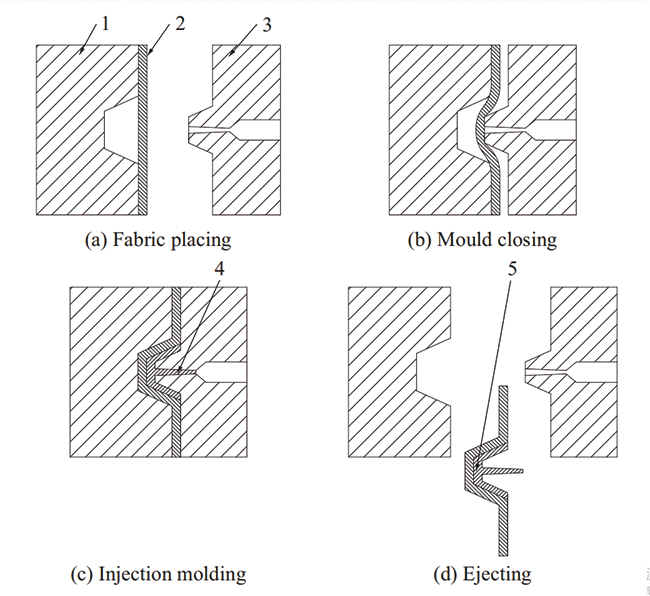
圖1 低壓注塑包覆成型工藝過程
(1)放入面料:將裁剪好的面料平整完好地固定在模具型腔的面料壓邊定位機構上,確保其在后續成型過程中保持穩定;
(2)模具合模:模具進行合模操作,為注射成型提供封閉的型腔空間;
(3)注射成型:在較低注射壓力下,將熔融塑料注入模具型腔,使塑料基體與表面覆蓋材料在模內實現緊密結合;
(4)頂出脫模:待塑料冷卻固化后,模具開模并通過頂出機構將成型件從模具中頂出,完成整個成型過程。
本文基于某車型C柱上飾板的結構特征與生產工藝要求,結合模具設計領域的專業知識,設計開發了一副采用1模2腔布局的低壓注塑倒裝模具,針對澆注系統設計了“閥式熱流道+冷流道澆口”結合的形式,采用從型芯側進膠的方式。為了便于安裝和定位面料,增加了面料壓邊定位機構,并將分型面設計為延拓式來防止面料被刮破。系統梳理并歸納了成型部件設計、側向抽芯機構與CAE模流分析等關鍵環節,最終成型過程模擬達到生產標準及要求,從而保障成品符合預設的質量標準,為同類汽車內飾件的低壓注塑包覆模具設計、成型模擬、試模參數提供了參考依據。
1 汽車C柱上飾板工藝性分析
1.1 結構分析
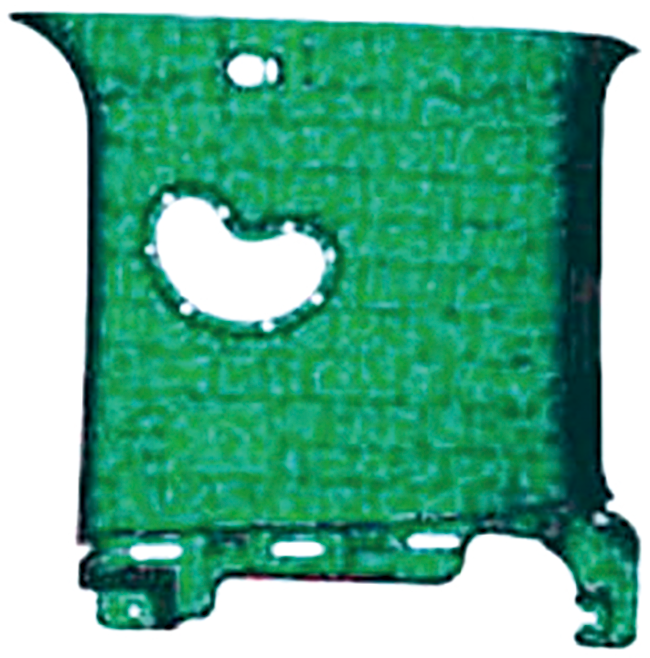
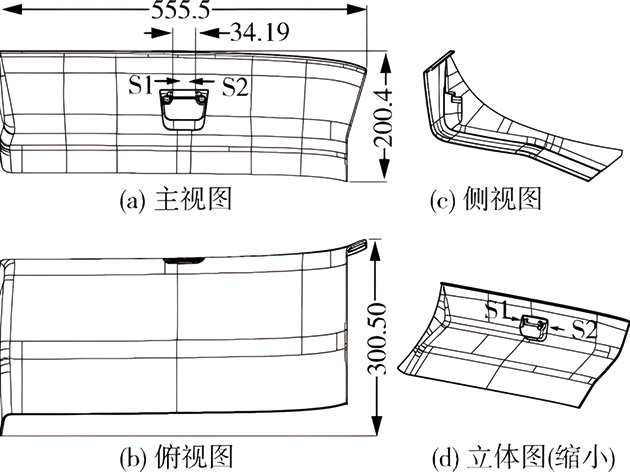
采用UG軟件對汽車C柱上飾板進行三維模型建立,如圖2所示。從圖2可以看出,該產品屬于殼體類產品,最大外形尺寸為437mm×406mm×148mm,基本壁厚為2~3mm;其內部設計較多加強筋來大幅提升塑件剛性并防止成型過程中的變形;構造多個凸臺、凹穴及卡扣結構來滿足產品裝配要求,需要設計相應的側向抽芯機構對這些結構進行輔助成型。
1.2 成型要求分析
(1)產品A面應與包覆面料充分融為一體,不易脫落;
(2)產品注射階段的壓力上限設定為60MPa,以避免損傷面料;
(3)為滿足實際生產需求,提高生產效率,產品模具設計采用1模2腔布局;
(4)該產品整車組裝時需與其他產品配合,對其開模方向的翹曲控制要求嚴格,最大允許翹曲變形量限定在±3.5mm范圍內;
(5)鑒于該產品應用于汽車立柱,其制造過程須符合環保標準,以保障座艙內空氣質量[7]。
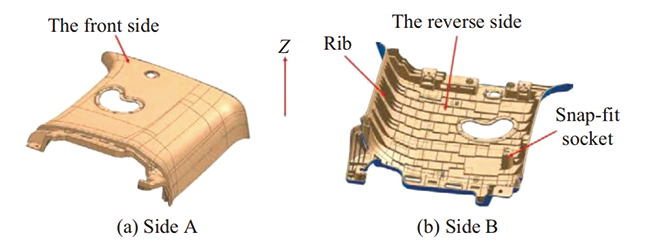
圖2 汽車C柱上飾板三維模型
1.3 材料分析
汽車C柱上飾板采用的塑料基材為質量分數20%滑石粉填充改性聚丙烯(PP)塑料(PP-TD20)。該材料力學性能優異,加工性能良好,成型后的產品尺寸穩定性高;并且具有優異的耐化學腐蝕性,滑石粉的加入使材料耐熱性大幅度提高;同時PP-TD20材料相對密度較小,在保證強度的前提下,有助于實現產品的輕量化設計[8]。對于A面包覆層,則采用PVC人造革復合面料。該面料不僅能夠滿足外觀美觀性和觸感舒適性的要求,還能與低壓注塑工藝良好結合,確保面料與塑件基體在模內一體成型過程中實現高效粘接,從而提升產品的整體質量和性能[9]。
2 汽車C柱上飾板低壓注塑包覆模具設計
2.1 澆注系統設計
本次設計的塑件采用低壓注塑包覆成型工藝,來實現包覆面料與產品基材在模具內的一體注射成型。鑒于塑件A面覆蓋包覆面料,不具備開設澆口的工藝條件,所以將澆口設置于塑件B面,采用型芯一側進膠方式,與常規模具結構相比該模具整體結構為倒裝模[10-11]。
為避免因澆口處厚度過大導致產品A面產生縮痕,且該縮痕無法被包覆層有效遮蓋,結合實際生產經驗,確定熱流道轉冷流道澆口直接進膠形式,冷流道澆口始端直徑為2.5mm,末端直徑為3mm,高度設定為15mm。同時,為縮短成型周期、提高材料利用率,并進一步保障產品質量的穩定性與一致性,澆注系統采用4點順序閥式熱流道結構,其中主流道與分流道的直徑均設計為18mm。汽車C柱上飾板4點閥式熱流道直接澆口如圖3所示。
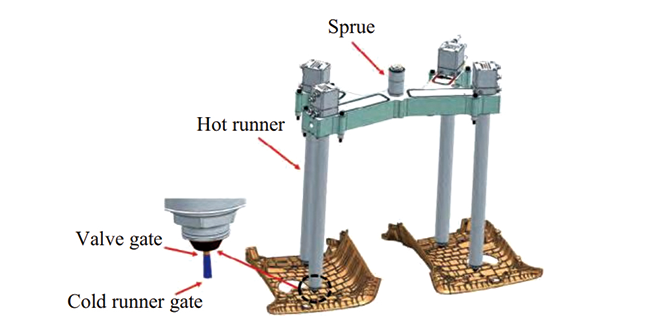
圖3 澆注系統
2.2 分型面設計
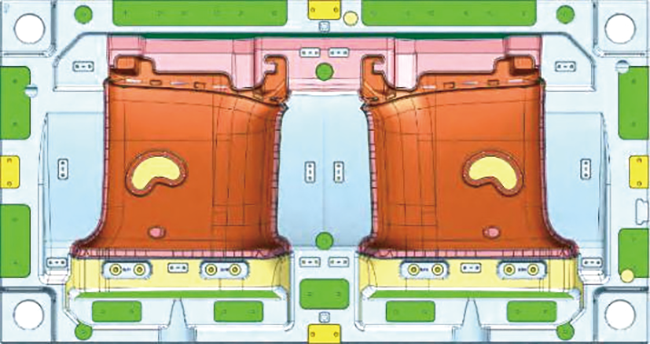
汽車C柱上飾板采用低壓注塑包覆成型工藝,鑒于該工藝的特殊性,其分型面設計與傳統注塑工藝存在顯著差異。傳統注塑分型面設計通常以制品最大外形投影邊界為基準進行平面延伸,而本次設計結合型芯包覆工藝的特殊要求及分型線壓合精度需求,創新采用重構分型基準的設計策略——將分型基準確定為制品內壁最大包絡輪廓線,沿該輪廓線向下延伸形成延拓式分型曲面。同時,為避免注塑過程中面料出現褶皺、破損等問題,分型面轉角區域均進行R角處理,確保過渡平滑[5]。延拓式分型面有效規避了深腔及轉角位置可能出現的面料刺穿風險,保障了面料與塑料基體一體注射成型的質量。延拓式分型面如圖4所示。
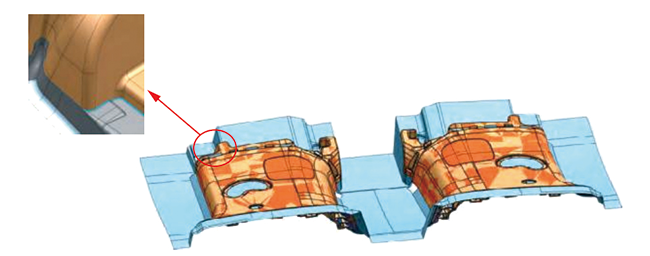
圖4 分型面
2.3 面料壓邊定位機構設計
由2.2分型面設計可知,本次模具設計的分型面高度差較小,且產品表面相對平坦,設計固定式掛布針與壓布塊組合機構,將面料均勻平整地鋪置于成型件表面,來避免在合模過程中面料出現褶皺甚至破損,實現對面料的精準固定與拉緊[4]。
面料壓邊定位機構如圖5所示。圖5a所示的掛布針采用固定式結構,不具備高度調節功能,主要依靠面料自身的延展性完成定位固定,可有效節省模具內部空間。圖5b所示的壓布塊作為輔助固定機構,壓布塊設置在距離塑件約30mm的高度位置,且其高度比分型面高出2~3mm,確保能將面料充分壓實,以防止合模及注塑過程中面料發生位移。同時,為避免壓布塊長期運動后出現復位卡死問題,且防止拉毛面料,需在壓布塊的四個側面設計5°的斜度,以保障機構運動的順暢性與面料的完整性。
(a) Fabric hanging pin
(b) Fabric pressing block
圖5 面料壓邊定位機構
2.4 成型零部件設計
在成型零部件設計過程中,需兼顧產品自身結構特點與模具冷卻系統布局,確保注塑過程中產品結構穩定、尺寸精準;同時以塑件特性為基礎,統籌考慮成型效率與生產效益的匹配性,從而實現最優成型效果[12]。
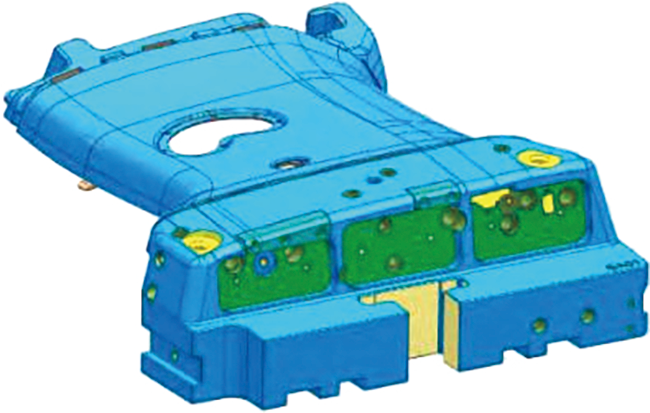
本次設計中,型腔與型芯均采用整體式結構,型腔尺寸設計為1360mm×720mm×263mm,型芯尺寸為1360mm×720mm×262mm。相較于鑲塊式設計,整體式結構可有效消除零件拼接產生的縫隙,保障塑件表面形成無縫紋理;同時憑借其優異的結構剛性與尺寸穩定性,能夠滿足汽車內飾件對注塑精度的嚴苛要求。此外,由于本次塑件采用面料包覆工藝,因而需在動模與定模之間預留合理空隙,確保面料能夠順利放入模具型腔,為后續注塑包覆成型提供良好的工藝條件。成型零部件設計如圖6所示。
(a)Cavity
(b)Core
圖6 成型零部件設計
2.5 側向分型與抽芯機構的設計
針對汽車C柱上飾板中的側向凸臺與凹穴結構,本次設計采用“油缸+滑塊”側向分型抽芯機構。模具開模后,油缸提供穩定的側向抽芯動力,驅動滑塊沿預設導向路徑完成抽芯分型。相較于彈簧抽芯方式,油缸不僅能輸出更大的抽芯力,還具備動作精準、運行穩定的優勢,可有效保障復雜側向特征的脫模可靠性[13]。
對于塑件底部的卡扣座結構,采用“斜頂桿+斜頂塊”組合抽芯方案。開模后,在底部滑座的傳動作用下,斜頂桿帶動斜頂塊沿傾斜軌跡運動,實現對底部卡扣座特征的精準抽芯,確保塑件結構完整且無脫模損傷[14]。側向分型與抽芯機構如圖7所示。
(a) Slide core

(b) Angle ejection pin and angle ejection block
圖7 側向分型與抽芯機構
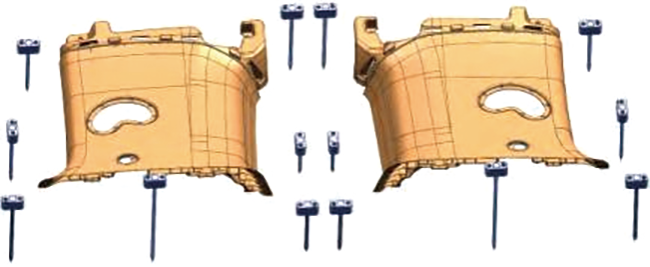
2.6 頂出機構的設計
為保障塑件頂出過程中受力均勻、不發生變形,且考慮模具采用倒裝結構,因此在頂出機構設計過程中,需精準避讓熱流道部件,避免運動時發生干涉。在單個型腔中分別設置15組“直頂塊+直頂桿”組合結構,實現對塑件關鍵部位的平穩頂推;
同時在型腔兩側搭配布置12組直徑為6mm的圓頂針,進一步輔助脫模,確保頂出動作的可靠性[15]。考慮到頂出部件數量較多,所需動力較大,特在模具兩側各增設一個油缸作為動力源。該模具的頂出機構如圖8所示。
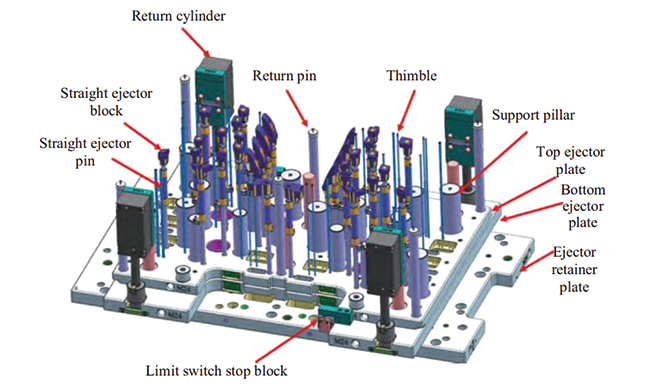
圖8 頂出機構
模具開模后,兩側油缸同步啟動,驅動整個頂出機構將塑件與澆注系統凝料一同推出。當頂出機構運行至預設行程并觸發行程開關后,油缸反向工作,帶動頂出部件沿復位桿的導向軌跡精準復位,為下一次注塑循環做好準備,保障模具運行的連續性與精度。
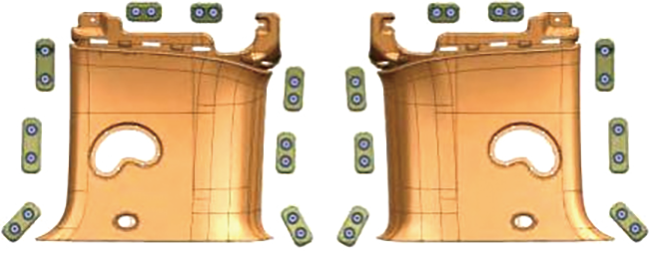
2.7 冷卻系統的設計
冷卻系統采用差異化水路布局策略:在型腔部分設計4組直徑11.5mm的直流式水路與4組直徑18mm的隔板式水路;在型芯部分則布置10組直徑11.5mm的直流式水路及10組直徑18mm的隔板式水路。通過對稱且高密度的水路設計,可確保塑件在成型階段獲得充分、均勻的循環冷卻,有效避免因局部溫度差異導致的翹曲變形等質量問題,為高效穩定的批量生產提供可靠保障。冷卻系統如圖9所示。
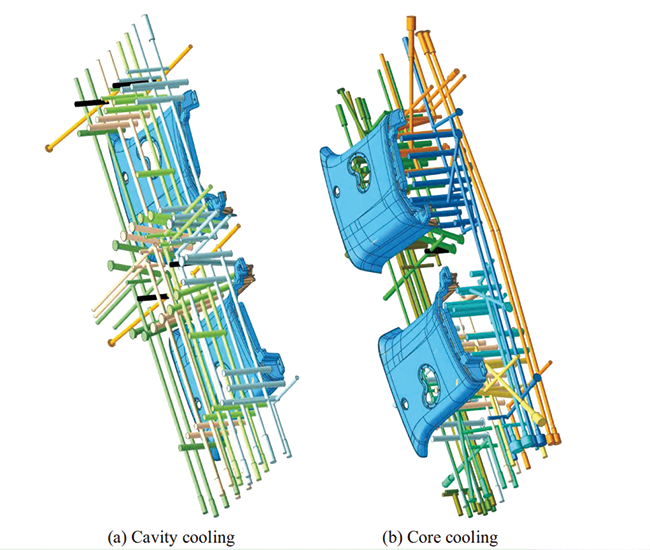
圖9 冷卻系統
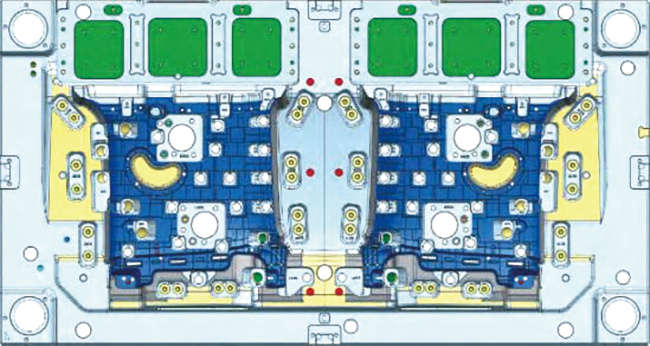
2.8 工作原理
汽車C柱上飾板低壓注塑包覆成型模具二維總裝圖如圖10所示。模具工作原理如下[3]。
(1)模具安裝與物料準備:首先通過定位圈將模具精準固定于注塑機指定工位,確保安裝穩固;隨后將選定的塑料顆粒送入注塑機料斗,通過機筒加熱裝置使塑料顆粒逐步熔融,直至形成滿足注塑要求的均勻熔體。
(2)開模與面料鋪設固定:注塑機驅動動模與定模分離,完成開模動作。操作人員手工將PVC人造革復合面料平整鋪設于動模表面,通過預設的掛布針與壓布塊協同作用,將面料精準定位并壓實,防止合模及注塑過程中出現位移或褶皺。
(3)合模與精度檢查:注塑機驅動動模向定模方向移動,開始合模流程。當模具接近閉合狀態時暫停動作,檢查面料是否被面料壓邊定位機構牢固固定且無明顯偏移,確認無誤后繼續合模,直至動、定模沿分型面完全閉合,保障模具密封性能。
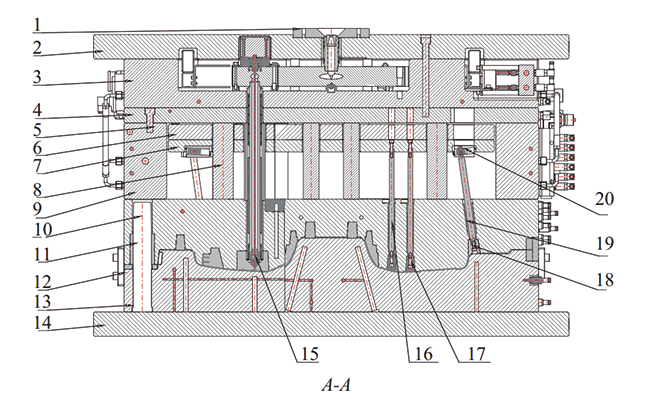
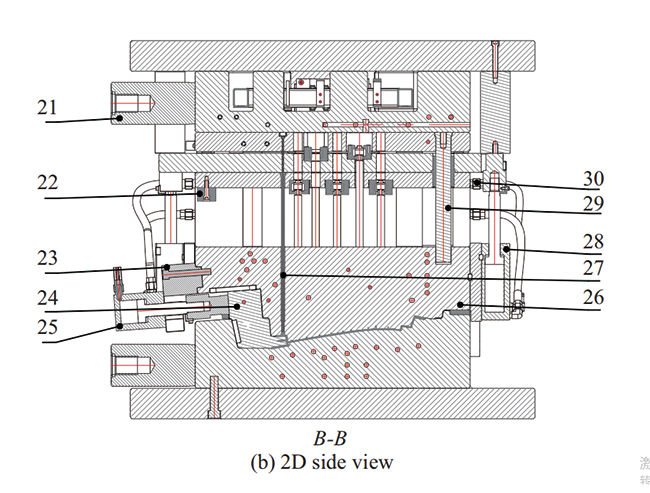
1—Locating ring;2—Fixed mould plate;3—Hot runner plate;4—Ejector rod rtainer plate;5—Hexagonal socketscrew;6—Bottom needle plate;7—Face needle plate;8—Support pillar;9—Spacer block;10—Guide pillar;11—Guide sleeve;12—Mould locking block;13—Cavity;14—Moving Mould plate;15—Hot runner;16—Straight ejector rod;17—Straight ejector block;18—Oblique ejector;19—Oblique ejector rod;20—Oblique ejector seat;21—Mould foot;22—Limit block;23—Cylinder fixed block;24—Slider;25—Slider cylinder;26—Core;27—Ejector pin;28—Ejector pin plate cylinder;29—Ejector pin plate guide pillar;30—Waterway connector
圖10 汽車C柱上飾板低壓注塑包覆成型模具圖
(4)注塑充填、保壓與冷卻:合模到位后,注塑機啟動注塑程序,嚴格遵循“充填-保壓-冷卻”的工藝順序。熔融塑料在螺桿的推送作用下,依次經過主流道、分流道,最終通過閥式澆口注入模具型腔。型腔充滿后,注塑機維持穩定壓力進行均勻保壓,以補償塑料熔體的收縮;待所有澆口關閉后,啟動冷卻系統對塑件進行降溫固結。
(5)二次開模與頂出作業:當塑件完成冷卻周期達到固化要求后,注塑機執行開模程序,驅動動模沿分型面與定模完全分離。在分型面充分開啟后,液壓驅動系統先回收推塊組件,隨后萬向滑塊機構聯動斜頂桿完成側向抽芯動作;待所有側向抽芯單元復位后,頂出機構同步驅動推板及頂桿,將成型塑件與澆注系統殘料一同從模具中頂出。
(6)機構復位與循環準備:塑件被取出后,復位桿組在彈性元件的作用下,引導推板系統精準復位,并帶動側抽芯單元回歸初始位置。復位檢測傳感器確認所有運動部件均到達安全工位后,完成復位流程。操作人員隨即準備新一輪面料鋪設,模具進入下一個注塑循環的待命狀態。
3 汽車C柱上飾板低壓注塑CAE模流分析
3.1 網格劃分
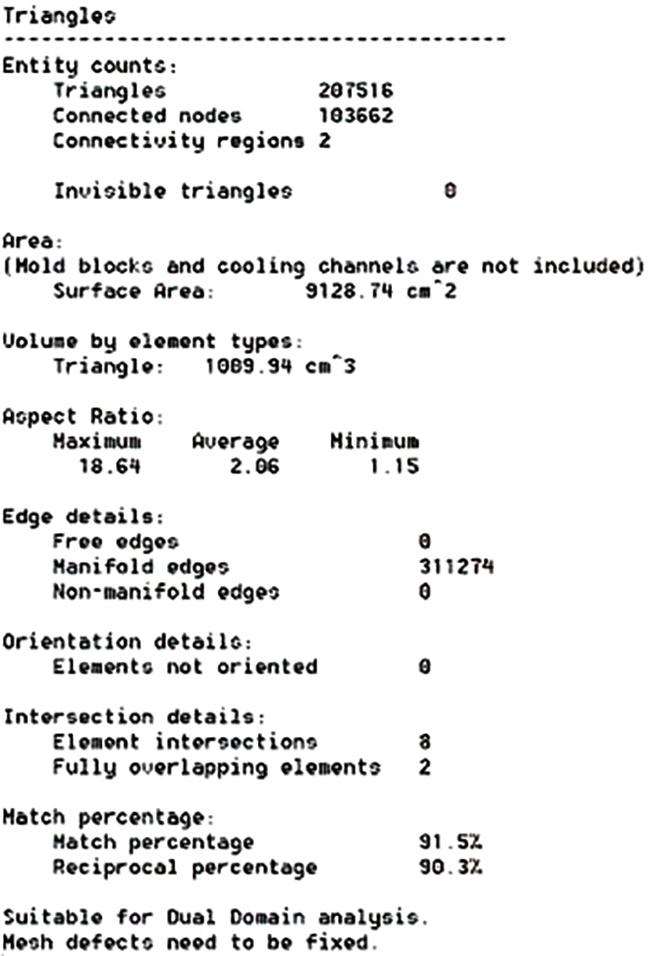
將塑件及澆注系統放入Moldflow模流分析軟件中進行網格劃分,采用雙層面網格,以精準模擬熔體充模過程及流動特性。劃分網格邊長為4mm,總網格數量為207516個,網格匹配率均超過90%,且無自由邊、多重邊等網格缺陷,滿足Moldflow分析的技術要求[16]。網格劃分結果如圖11所示。
(a)Grid division result
(b)Number of gridcells
圖11 汽車C柱上飾板網格劃分結果及數量
3.2 CAE模流分析
在Moldflow模流分析軟件中進行注射成型仿真分析,選擇“充填-保壓-翹曲”的分析序列,工藝參數設置為:注射時間3.5s、熔體溫度230℃、速度壓力切換時充填體積占比99%、冷卻時間20s、保壓時間9s、保壓壓力40MPa。分析結果如圖12所示。由圖12a充填等值線可以看出,塑件在4.140s充填完成,且充填等值線均勻,無短射及遲滯現象出現;圖12b流動前沿溫度反映了塑件在成型過程中材料溫度的整體情況,溫度穩定在230℃左右,塑件表面最大溫差約為2.5℃,而材料推薦成型溫度范圍為210~250℃,沒有超過面料包覆溫度300℃,不會導致熔體擊穿面料;由圖12c速度/壓力(V/P)轉換圖可得,在充填99%時,V/P控制轉換時的最大壓力為56.08MPa,由圖12d可得,注射壓力充填階段最大注射壓力為56.47MPa,符合低壓注塑關于注射壓力小于60MPa的要求;由圖12e看出,成型過程中所需的最大鎖模力為963.7t,低于預定機臺最大鎖模力1250t;圖12f中,熔接線主要分布在碰穿孔位置處,并被控制在產品強度較好位置,無斷裂風險,由于產品外觀面有面料包覆,對熔接線有遮擋作用,因此可以忽略;圖12g和圖12h反映了體積收縮率和Z方向翹曲變形量,塑件表面整體分布比較均勻,相鄰區域體積收縮率差值小于3%,最大體積收縮率為12.83%,沿Z+方向的翹曲變形量最大值為3.386mm,沿Z-方向的翹曲變形量最大值為3.054mm,能夠滿足裝配需求且符合客戶要求的最大翹曲變形量控制±3.5mm以內的標準。
4 結論
(1)結合汽車C柱上飾板的結構特征與包覆成型需求,成功設計了1模2腔閥式熱流道倒裝模具。通過優化澆注系統參數、創新延拓式分型面設計及配置專用面料壓邊定位機構,有效解決了面料褶皺、刺穿及縮痕等技術難題,保障了面料與塑料基體的一體化成型質量。
(2)模具采用“油缸+滑塊”側向抽芯機構與多組頂出組件的組合設計,配合差異化對稱冷卻水路布局,實現了塑件高效穩定成型。實際應用表明,模具運行平穩、脫模可靠,生產效率與產品合格率顯著提升。
(3)MoldFlow模流分析結果驗證了模具設計的合理性與成型工藝參數的可行性。充填過程無短射與遲滯現象,熔體溫度穩定在230℃左右,最大注射壓力56.47MPa,Z方向最大翹曲變形量為3.386mm,各項指標均滿足設計規范與裝配要求,為低壓注塑包覆成型模具設計、制造與試模提供了科學依據。
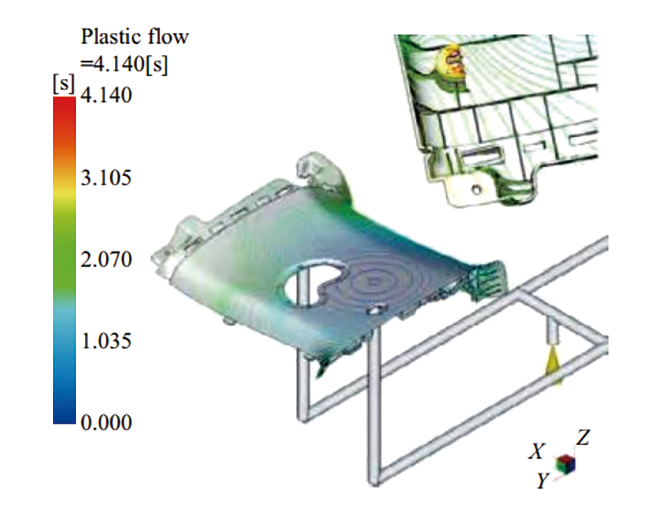
(a)Filling contour lines
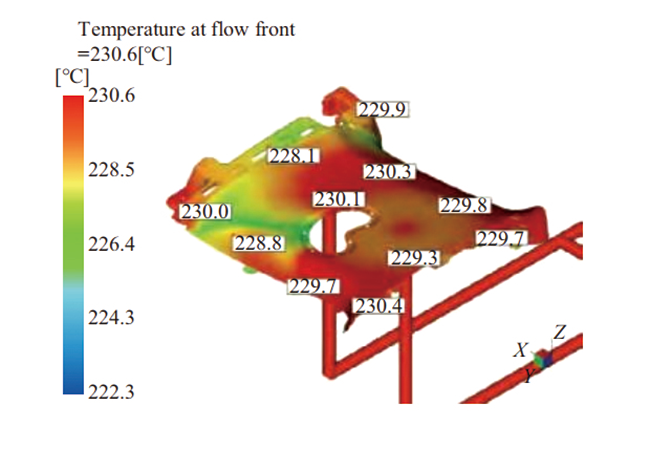
(b) Flow front temperature
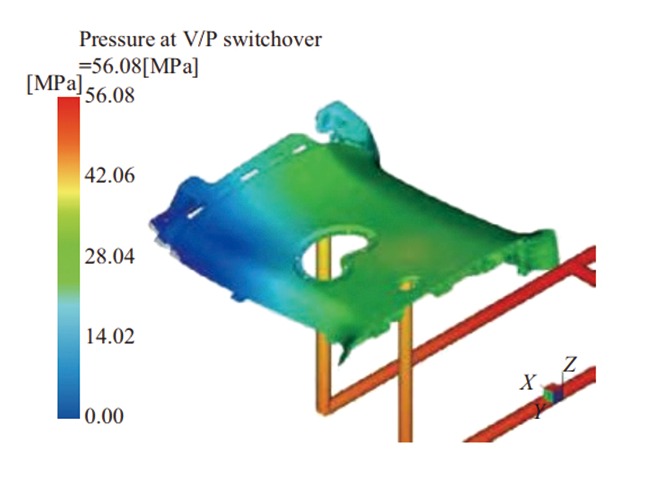
(c) Pressure at V/P switchover
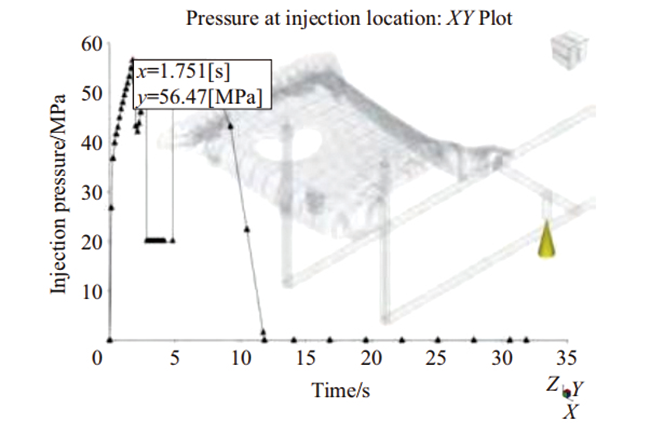
(d) Injection pressure
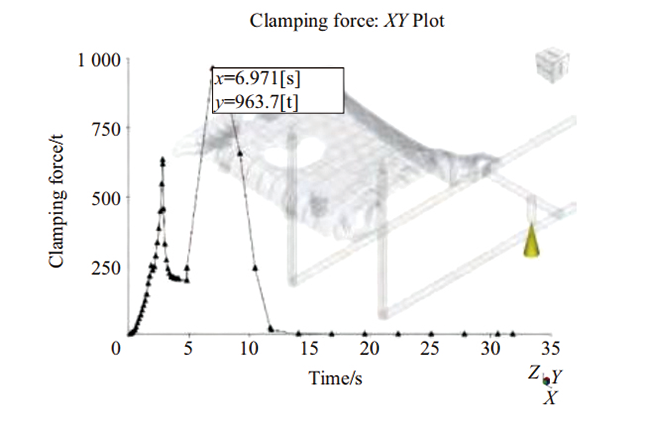
(e)Clamping force
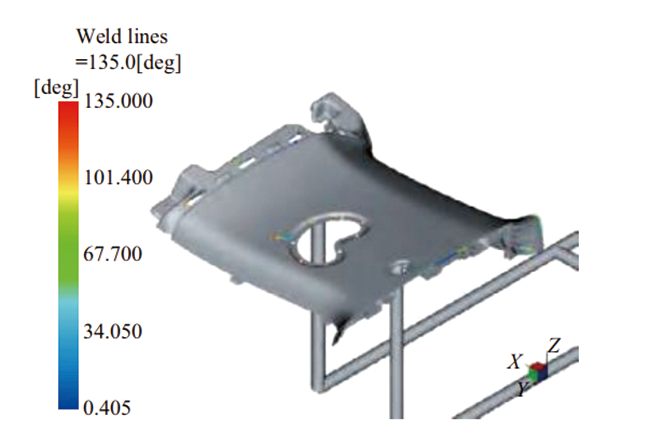
(f) Weld lines
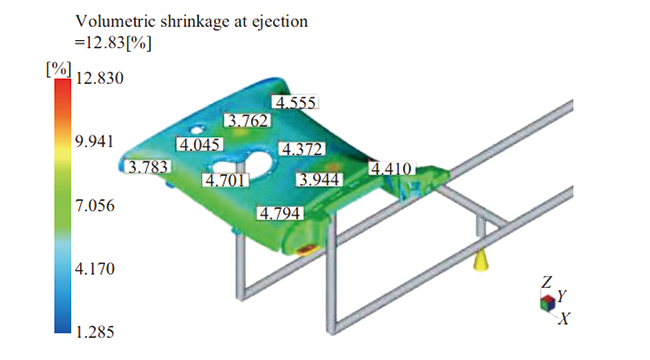
(g)Volume shrinkage rate
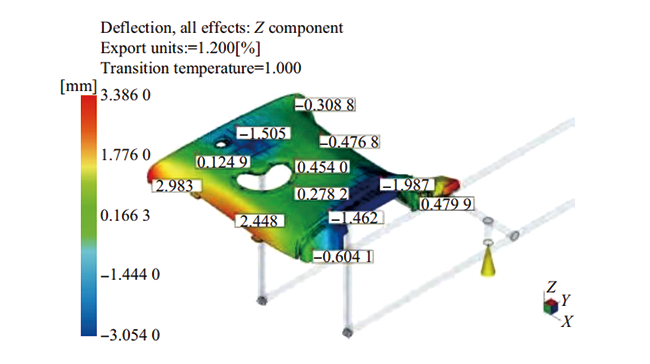
(h) Warpinthe Z direction
圖12 CAE模流分析結果
參考文獻
[1] 白亞賽.轎車豪華內飾件包覆成型溫度影響及調控研究[D].長春:吉林大學,2023.
[2] 趙丹華,顧方舟.汽車內飾的造型設計與設計研究[J].包裝工程,2019,40(16):43_61.
[3] 王哲.汽車內飾B柱布料包覆低壓成型工藝模具設計[J].塑料,2021,50(6):109_113,118.
[4] 徐利津,王紅亮,尤志軍.低壓注射模設計要點及缺陷分析[J].模具制造,2019,19(8):45_47.
[5] 張文超,吳迪,張晗,等.汽車前A柱上飾板低壓注塑包覆成型工藝分析與模具設計[J].中國塑料,2025,39(4):104_110.
[6] 朱春州.內飾低壓注塑件質量控制研究[J].山東工業技術,2018(23):1_3.
[7] 閔良,何佩蕓.汽車內飾用仿麂皮復合面料低壓注塑質量提升研究[J].中國新技術新產品,2022(4):48_51.
[8] 熊小羽.汽車立柱飾板的設計及其剛度分析[J].南方農機,2023,54(11):145_148.
[9] 徐瀾心.綠色可持續汽車內飾用PVC人造革材料的開發[D].上海:東華大學,2022.
[10] 鄭子軍,李香芬,王聲杭,等.汽車泵蓋圓弧抽芯倒裝式熱流道模具設計[J].工程塑料應用,2025,53(5):109_114.
[11] 莊雨樂,趙利平,秦瑞亮,等.一套復雜的倒裝熱流道注塑模具設計[J].中國塑料,2024,38(9):107_111.
[12] 陳攀.基于UG的精密模具結構設計[J].武漢工程職業技術學院 學報,2023,35(1):18?22.
13] 費曉瑜,鄭偉.汽車車燈邊框薄壁件多向側抽芯注塑模具設計[J].工程塑料應用,2020,48(10):80?85.
[14] 劉曉飛.汽車前大燈燈殼復雜側抽芯注塑模具設計[J].工程塑料應用,2021,49(11):99?103,108.
[15] 范國良,路英華.周轉箱注塑模具及其四側面滑塊推出脫模機構設計[J].工程塑料應用,2018,46(9):94?99.
[16] 劉長城.汽車空調風口本體注塑成型工藝參數多目標優化研究[D]. 昆明:昆明理工大學,2024.















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...