-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







(海南科技職業大學,海南 海口 570100)
摘要:為解決傳統汽車內飾件注塑成型工藝缺陷、產品質量不達標問題,以提升內飾件注塑成型質量為目標,本文提出采取模具溫度控制調試、注塑壓力程序設置、澆口裝置調試及模具定位夾具調試等工藝改進方法。改進后工藝可有效減少成型缺陷,提升汽車內飾件成型質量與穩定性。
關鍵詞:汽車內飾件;注塑成型;工藝改進;質量控制;模具調試
1 傳統注塑成型的方法及缺陷
傳統汽車內飾件注塑成型工藝以單一組分熱塑性塑料為原料,將其干燥后加入注塑機料筒,通過螺桿旋轉實現塑化熔融,隨后在注射油缸推力作用下高速注入閉合模具型腔,經保壓、冷卻定型后開模頂出制件。在實際生產中,該傳統工藝存在若干技術短板:模具溫度多采用恒定控制模式,導致熔體在型腔不同區域冷卻速率差異顯著,引發制件內部應力集中,進而產生縮痕、翹曲等成形缺陷;注塑壓力與速度常設定為單一恒定值,難以匹配熔體在型腔內的動態流動行為,易造成熔體前沿融合不良,形成明顯熔接痕,影響制件力學性能與表面質量[1];澆口設計多依賴經驗化標準方案,缺乏針對內飾件結構特征的個性化優化,常引發熔體充模不均、局部滯流等問題;模具導向多采用常規導柱-導套結構,長期使用后易出現定位偏差,導致制件尺寸精度超差。上述問題嚴重制約了汽車內飾件成形質量的提升。
2 工藝改進方法及原理
注塑成型本質是熔體在模具型腔中的流動、傳熱與相變過程,制件缺陷產生均與該過程失衡密切相關 [2]。模具溫度控制調試通過分區溫控技術,構建與熔體流動規律匹配的溫度場,降低熔體冷卻速率差異,減少內應力生成;注塑壓力程序設置依據熔體充模階段的動態變化,采用分段式壓力調控策略,確保熔體在填充、保壓階段均處于最優壓力狀態,提升熔體融合質量;澆口裝置調試通過優化澆口的位置、尺寸與類型,改善熔體流動路徑,消除局部滯流與充模死角;模具定位夾具調試通過高精度定位與緊固技術,抑制模具在注塑過程中的形變與位移,保障制件尺寸精度。上述改進方法相互協同,從熔體流動、熱量傳遞、模具穩定性等關鍵環節入手,實現注塑成型全過程管控,從根源上減少缺陷產生。
3 工藝改進方法
3.1 模具溫度控制調試
調試采用分區溫控系統,將模具型腔與型芯劃分為3個~5個溫控區域,為各區域設定差異化溫度參數,壁厚3 mm~5 mm的區域,適當提高溫度至70 ℃~80 ℃以延長熔體固化時間,避免縮孔缺陷;薄壁1 mm~2 mm的區域,適度降低溫度至50 ℃~60 ℃以加快定型,防止制件翹曲[3]。通過安裝在模具內部的熱電偶傳感器,實時監測型腔表面溫度,將數據傳輸至溫控系統,實現溫度參數動態調整,確保溫度波動范圍控制在±1 ℃以內。對模具冷卻水路進行優化設計,采用直徑8 mm~12 mm的螺旋式水路替代傳統直線水路,提升冷卻介質與模具的換熱效率,保證模具溫度分布均勻性。
3.2 澆口裝置調試
位置調試依據熔體流動模擬分析結果,將澆口設置在制件壁厚最大處,距離制件邊緣10 mm~20 mm,同時遠離制件的關鍵外觀面與受力部位,防止澆口殘留高度超過0.2 mm影響制件品質。尺寸調試通過計算熔體的理論流動速率,確定澆口的截面尺寸,流動性較差的塑料原料,將澆口截面積增大至15 mm2~25 mm2,降低熔體流動阻力;薄壁復雜內飾件,采用截面積5 mm2~10 mm2的小截面澆口配合高注射速度,實現熔體的快速充模[4]。類型調試結合內飾件結構特征選擇合適的澆口類型,平板類內飾件采用寬度10 mm~15 mm的邊緣澆口,殼體類內飾件采用直徑2 mm~4 mm的點澆口,減少熔體流動過程中的剪切應力。
3.3 模具定位夾具調試
調試采用圓柱度公差控制在0.005 mm以內的高精度定位銷與定位套替代傳統導柱導套結構,定位銷直徑選取15 mm~25 mm,確保模具型腔與型芯的精準對接。對夾具的緊固力進行優化設置,通過扭矩扳手精準控制緊固螺栓的扭矩值在20 N·m~30 N·m,在模具與夾具的接觸面上設置寬度5 mm~8 mm的定位鍵,進一步提升定位精度,抑制模具在開合模過程中的晃動。調試完成后,通過10次~15次試模驗證定位效果,采用三坐標測量儀檢測制件的關鍵尺寸,根據測量結果對定位夾具進行微調,確保制件尺寸公差控制在設計要求的±0.05 mm范圍內。
4 案例應用
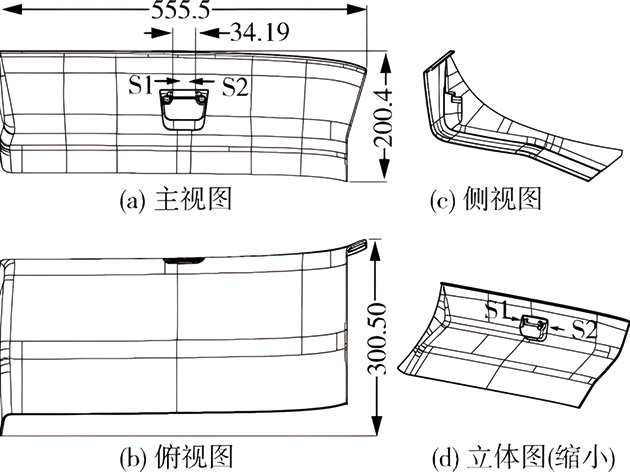
選取某汽車零部件企業的儀表臺面板、門板扶手、中控儲物盒、座椅側翼裝飾板4種典型內飾件為應用對象,開展注塑成型工藝改進的驗證試驗。4種內飾件均以ABS為原料,采用前文所述工藝改進方法,對模具進行分區溫控調試,將4種內飾件模具型腔劃分為4個~5個溫控區域,溫度設定范圍為55 ℃~75 ℃;優化
注塑壓力程序,填充階段壓力設為90 MPa~110 MPa,保壓階段降至50 MPa~70 MPa;調整澆口尺寸與位置,將中控儲物盒澆口直徑由3 mm增至4.5 mm,座椅側翼裝飾板澆口移至壁厚最大處;更換高精度定位夾具,定位間隙控制在0.005 mm~0.008 mm以內。經過多輪試模優化后,4種內飾件的成型質量顯著改善(表1、表2)。

表1 四種內飾件工藝改進前后核心質量指標對比

表2 四種內飾件工藝改進關鍵參數調整
5 結語
針對汽車內飾件傳統注塑成型工藝缺陷,提出的模具溫度分區調控、注塑壓力分段設置等工藝改進方法,經過4種典型內飾件案例驗證,可將縮痕深度控制在0.01 mm~0.05 mm、尺寸偏差控制在0.02 mm~0.08 mm,提升成型質量。該改進體系立足注塑成型全過程管控,為解決內飾件品質難題提供技術支撐。
參考文獻
[1] 張英豪,郭浩宇.無痕注塑技術在汽車內飾件制造過程研究[J].模具制造,2025,25(06):216-218.
[2] 陳小珍.汽車內飾件制造中模具設計與成型工藝協同優化研究[J].汽車測試報告,2025(05):76-78.
[3] 劉海波,張睿.基于計算機數值模擬技術的汽車內飾面板注塑成型工藝優化[J].塑料科技,2023,51(11): 89-93.
[4] 楊中文,龍旺.汽車內飾件注塑生產質量問題及解決措施[J].汽車測試報告,2023(09):85-87.















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...